长期以来,校准400℃~800℃范围铠装廉金属热电偶(以下简称“铠装偶”)使用的恒温设备多采用普通管式炉,但在满载情况下校准时,多次测量得到的重复性达到0.79℃~1.20℃,实验标准差0.30℃~0.42℃,测量不确定度1.5℃~1.6℃。其中,在400℃点测量不确定度为1.5℃,对于判定铠装偶的等级显然不够。针对这个问题,笔者进行了一系列实验和研究,提出了改进方法。下面仅举400℃试验结果为例。
一、管式炉在校准中存在的问题
大部分热电偶的校准采用比较法。它的基本要求是,标准和被校准对象处于同一个等温的环境中。标准热电偶测量得到的温度就代表被校准对象所处的温度。
以往校准铠装偶使用的管式炉,温场均匀性指标为60mm,温差不大于1℃。合格的管式炉往往都是在空载条件下测得的,实际应用到铠装偶校准时,差别很大。
我们对管式炉在400℃和800℃满载情况下进行的实验表明,炉子插入热电偶束一侧,从测量端起30mm轴向温场内,最大温差分别为2.16℃和2.26℃,满载时的温差大大超出了空载。
二、原因分析
分析原因主要是管式炉内存在热对流、热辐射等引起温场的变化,使热电偶束受热不均匀,造成温场变差。被校铠装偶测量温区所处的均匀温区很短,得到的校准结果使测量不确定度变大,测量重复性下降。
三、实验
下面是使用原方法和改进方法的实验。
1.原方法
试验设备:二等标准铂铑10-铂热电偶、数字电压表、管式炉、补偿导线、冰点恒温器、转换开关等。
试验方法:将E型铠装偶(直径6mm)沿陶瓷保护管(插标准偶)均匀分布,捆扎成一束,插入管式炉深度约300mm。铠装偶热电极信号输出端接补偿导线,另一端与铜导线连接后,置入装有酒精的玻璃试管内,再均匀地插入冰点恒温器;标准热电偶参考端与铜导线的一端连接后,也插入冰点恒温器。铜导线的另一端通过转换开关与电测设备连接。当达到校准点400℃恒温50min后,开始测量。每组测量后,冷却至室温,取出重新捆扎再插入管式炉,恒温后进行测量。共进行6组独立的重复测量。每支铠装偶的测量值是校准过程中记录4次读数,其热电动势算术平均值换算成的温度值。实验结果及实验标准差如表1所示。
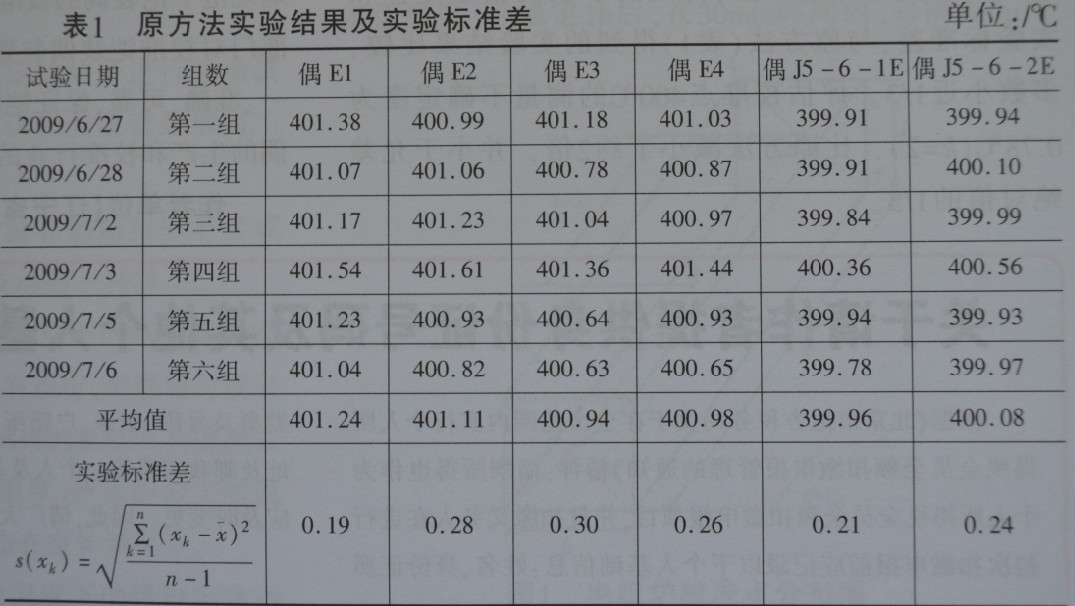
从表1数据可以看到,对同一支铠装偶的测量,其最大差值为0.79℃。
本文针对上述实验带来实验标准差大的问题,设计了配管式炉用均温块,以改善炉子温场的均匀性,提高炉温的稳定性,并进行了校准铠装偶方法的研究。
2.改进方法
将均温块(长80mm)的几何中心放在炉子均匀温场的中心,将标准偶套上高铝保护管和被校铠装偶分别插至6孔均温块各孔底部,炉口处用绝缘耐火材料封堵,被校铠装偶热电极信号输出端与补偿导线连接点离炉口处至少175mm。其他接线方式与原方法相同。
然后,对被校铠装偶进行6组独立的重复测量,每组测量后,冷却至室温重新装炉,恒温后再进行测量。每支铠装偶的测量值是校准过程中记录4次读数,其热电动势算术平均值换算成的温度值。实验结果及实验标准差见表2。
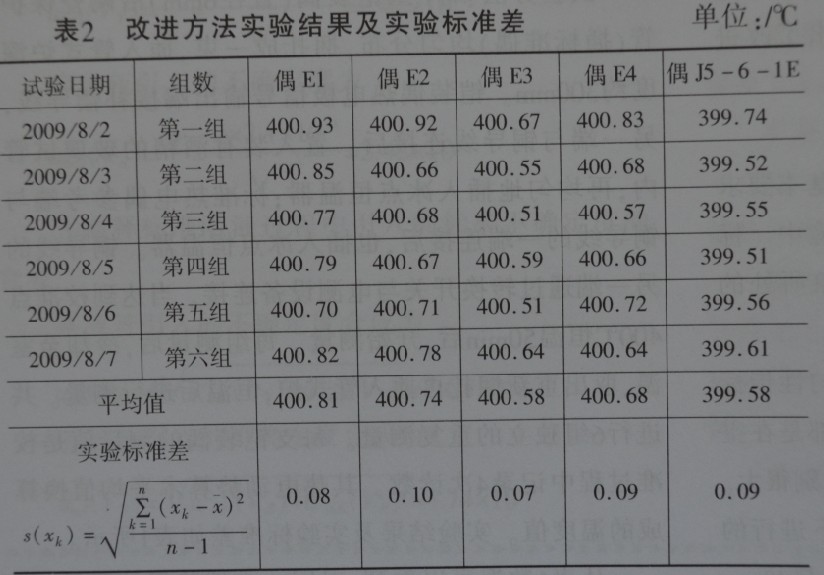
通过使用改进方法,得到的多次测量重复性和实验标准差,与原方法(表1)得到的实验结果比较,多数小近1/3。评估校准点400℃的测量不确定度为0.78℃(k=2),比原方法减小了约2倍,并小于允差绝对值的1/3。
3.进一步验证
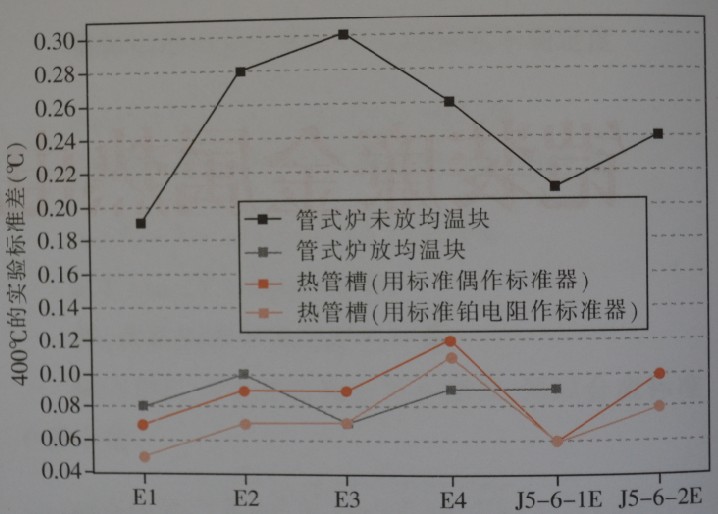
本文在热管恒温槽中对被校铠装偶也进行了重复测量,得到的实验标准差与表2相吻合,进一步验证了铠装偶校准方法的可靠性。几种实验标准差情况的比较如图1所示。
四、结束语
1.现有用于检定廉金属热电偶的检定炉,用于校准铠装偶时,测量不确定度分量中应充分考虑温场不均匀性带来的影响。
2.使用现有管式炉加均热块的方法,对提高校准铠装偶整套装置的最佳能力,起着至关重要的作用。
3.能减少多次测量的重复性和实验标准差。
2009年11月,全国温度计量技术委员会审定通过了《铠装热电偶》校准规范,更好地规范了铠装偶的校准方法。本研究力求推动我国校准部门对校准铠装偶装置现状的改进,确保量值溯源统一、准确、可靠,保证铠装偶的校准质量,推动我国铠装偶的生产和校准行业的发展。
作者单位【辽宁省计量科学研究院】转自《中国计量》